
相栄電器株式会社では、主に電気接点のロウ付けを承っております。ロウ付けに使用する金属製の接点板(台金)や電気接点の製作手配も承っております。加工依頼先の混み具合にも因りますが、相栄電器株式会社には、少ない数に対する加工数量に敷居はありませんので、図面をご用意の上、ご要望の数量も含めてお問い合わせください。お客様から御支給の部品でも加工を承っております。
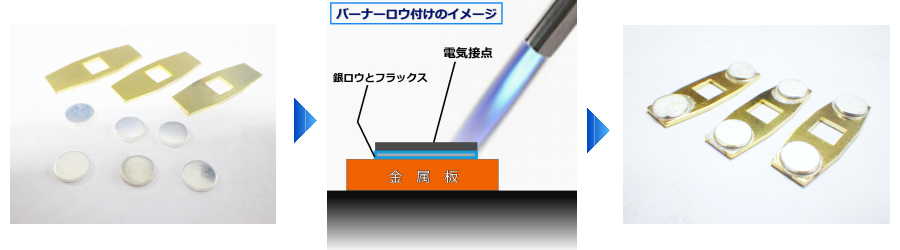
電気接点のロウ付けは、接合する部品同士を加熱し、銀ロウを溶かして接着させる方法です。部品の仕様や形状により、最適なロウ付けを採用しております。取り扱いは電気接点部品が中心ですが、それ以外の用途【溶接など】でも対応いたします。なお、使用する銀ロウ材は、RoHS指令対応品を使用しております。
☆ロウ付け+αとして、相栄電器株式会社が承る内容について
TOPICS.1: ロウ付け部品とほかの部品とのアセンブリ
⇒![]() 複合(組み合わせ)部品製作のページに移動します。
複合(組み合わせ)部品製作のページに移動します。
TOPICS.2: ロウ付け構成部品(電気接点や接点板)すべての調達やロウ付け後の2次加工(切削や穴あけ、研磨など)
⇒![]() ロウ付け用電気接点、
ロウ付け用電気接点、![]() 各種機械加工のページに移動します。
各種機械加工のページに移動します。
TOPICS.3: 純正部品が生産中止となった、高電流用の摩耗した接点板のリニューアルを行っています。
⇒![]() 【接点板のリニューアル特集ページ】に移動します。
【接点板のリニューアル特集ページ】に移動します。
特集コーナー
【ロウ付け加工実績】
【使用済み接点板のリニューアル】

【ロウ付けについての参考情報】

【ロウ付け用金具の製作実績】

製作実績-接点ロウ付け品
バーナーロウ付けや抵抗ロウ付けで加工しています。ロウ付け後の追加加工(切削やアール付け、メッキなど)も行います。



現物合わせで製作

ロウ付け後Agメッキ
バーナーロウ付け品

使用済み品から現物合わせで製作
(台座は挽物加工で製作)
使用済み品から現物合わせで製作
(台座はワイヤーカット)

ワイヤーカット&曲げの台座に
銀合金接点をロウ付け
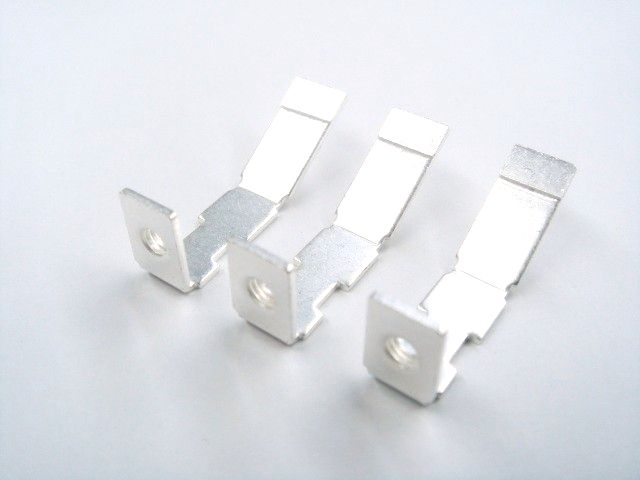
ロウ付け後Agメッキ

ワイヤーカット&曲げの台座に
銀合金接点をロウ付け

ロウ付け後は、メッキなしで洗浄のみ

銀タングステンと真鍮の丸棒を
ロウ付け後切削加工

ロウ付け後Niメッキ

切削部品に接点をロウ付け後Agメッキ

【生産中止品を現物合わせ】
部品製作+ロウ付け→Agメッキ

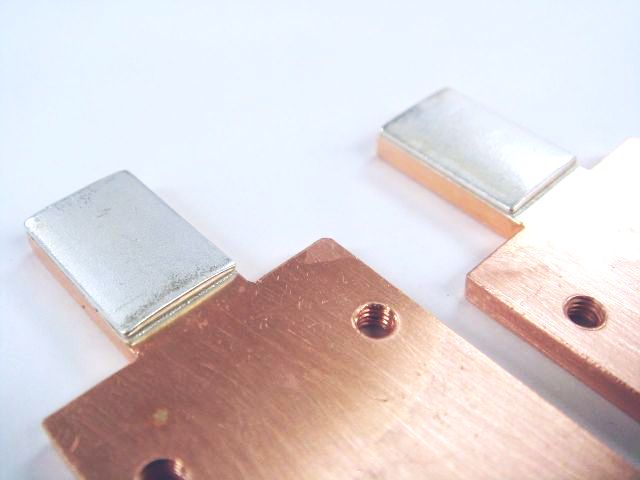
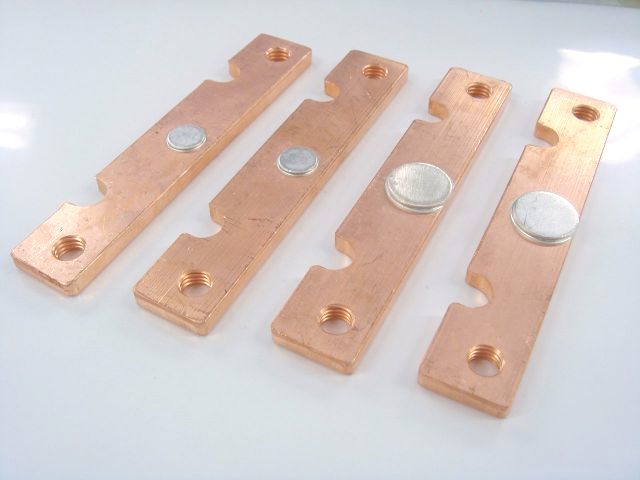
【マグネットスイッチ用接点板】
ロウ付け後Agメッキ(表面にR加工)

銅の金具に接点をロウ付け
(後工程で銀メッキ)

抵抗ロウ付けによる接点接合

表と裏に接点をロウ付け
【抵抗ロウ付け加工】

真鍮台座へのAg合金接点ロウ付け
(後加工で接点部分を成形)

丸棒の先端に接点をロウ付け

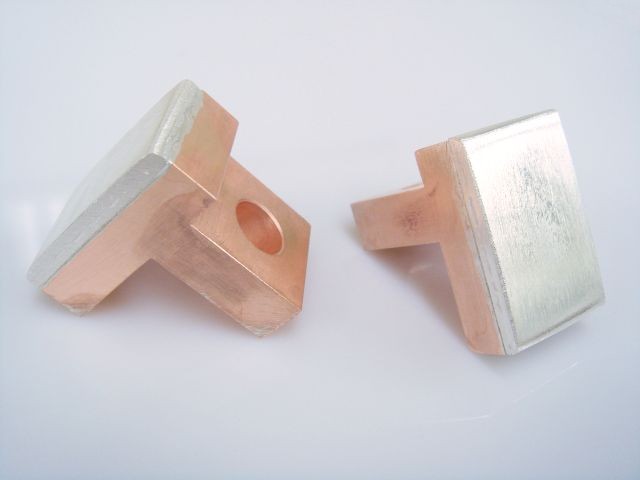
クレーン用接点板(ボルト型とプレート型のセット)
を現物合わせで製作
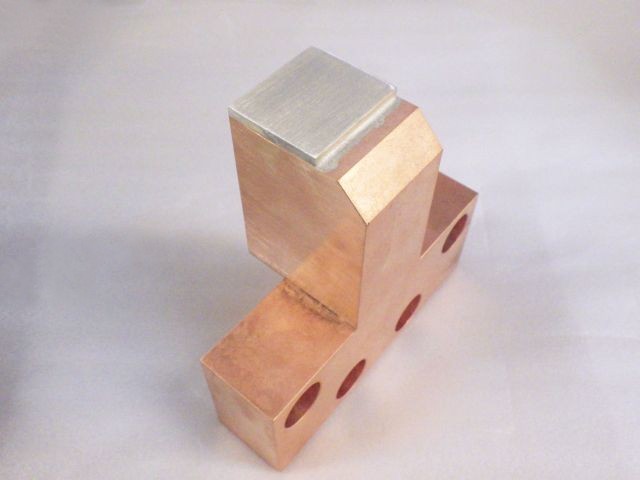
大型の銅のブロックに
Ag接点をロウ付け
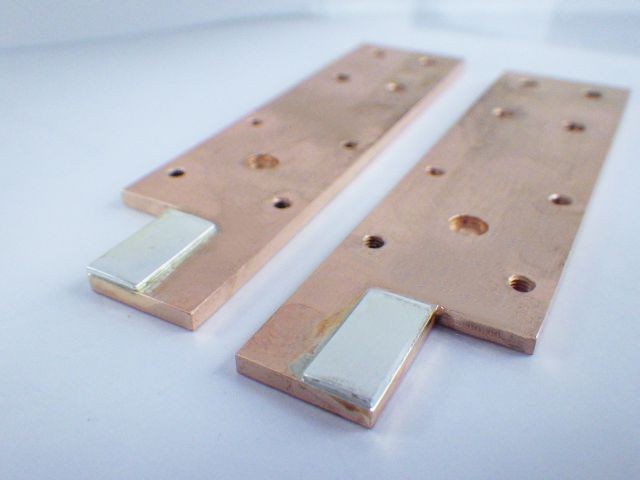
銅板に銀合金接点をロウ付け

ボルトの先端に接点をロウ付け後
銀メッキ(クレーン用接点)

リミットスイッチ用接点板
(部品製作&ロウ付け&メッキ一貫取扱)

マグネットスイッチ用接点板
(メッキなし仕様)
製作実績2-部品接合用途のロウ付け
【差しロウ付けによる金属同士の接合】→溶接棒による溶接よりもきれいな仕上がりになります。
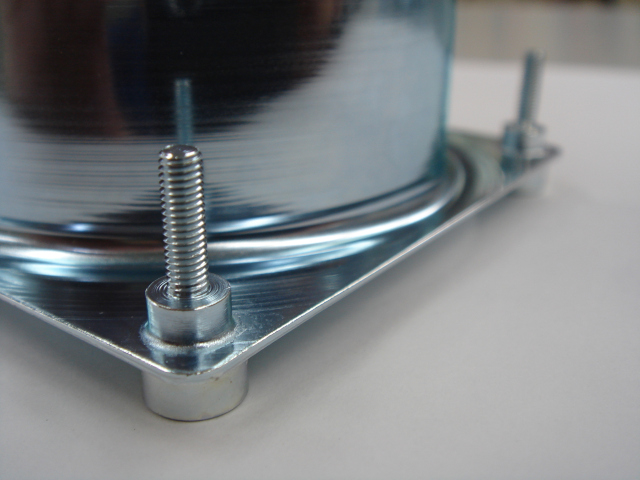
SPCC材にネジをロウ付け後
三価クロメイト処理

真鍮製リングに銅ワイヤーをロウ付け

真鍮金具をY字型に組み合わせロウ付け
(ロウ付け後ニッケルメッキ)
ロウ付けについての参考情報
☆ロウ付けについての注意点
ロウ付けは、ロウ材を確実に溶かし馴染ませるために、接着させたい金属材料同士を高い温度まで熱しますので、材質によりましては『焼きなまし』となり、加熱前の材料強度よりも柔らかくなります。特に『純銅』は顕著ですので、板厚によっては、ご要望の部品強度を下回る場合がありますので、ご注意ください。純銅の代わりに焼きなましの影響が少ない真鍮材を用いることがあります。ほかにも焼きなましを軽減させるロウ付けの方法がありますので、ご相談ください。
金属面に酸化被膜が残っていると、ロウ材が溶けても馴染まないため、加熱時にフラックスと呼ばれる薬剤を添加します。ロウ付け後には、残ったフラックスを洗浄して、きれいに取り除く必要があります。
台座の表面に機械加工時の油脂分が残っていると、ロウ付け時に炭化して焦げ付き、容易に取り除くことができなくなります。接着強度にも影響が出るほか、仕上げのメッキ剥離の原因になることから、事前のロウ付け加工前の洗浄や脱脂処理が必要になります。
☆ロウ付けの種類
バーナーロウ付け: 通常のバーナー 【500~700℃】
特殊用途酸素バーナー 【900~1,200℃】→加熱する部品が大きいもの、厚いもの
カーボンロウ付け: 特殊なカーボン電極材を利用した方法
必要とする部分を集中的に加熱するため、変形や焼きなましを最低限に抑えることが可能
☆ロウ材について
加工する金属の材質により、適切なロウ材の種類を選定する必要があります。以前は加工性の良さ【融点の温度、溶け出し、濡れ性など】から、『BAg-1~2』が流通していましたが、RoHS指令などの環境負荷物質としての指定により、現在ではカドミウムの入っていない『BAg-7』が主流です。
| JIS番号 | 化学成分 | 固相~液相(℃) | 用途 |
| BAg-1 | Ag-45 Cu-16 Zn-16 Cd-24 | 605~620 | 銀ロウの中で最低温度。流動性も良好 |
| BAg-2 | Ag-35 Cu-26 Zn-21 Cd-18 | 605~700 | 流動性、価格で一般的 |
| BAg-3 | Ag-50 Cu-15 Zn-14 Cd-16 | 630~690 | 流動性、価格で一般的 |
| ↑RoHS指令対象外 ↓RoHS指令対象材 | |||
| BAg-4 | Ag-40 Cu-30 Zn-16 Ni-2 | 660~780 | 強度大、超硬工具等に使用 |
| BAg-5 | Ag-45 Cu-30 Zn-25 | 665~740 | カドミレス品 |
| BAg-6 | Ag-50 Cu-34 Zn-15 | 690~775 | カドミレス品 |
| BAg-7 | Ag-56 Cu-22 Zn-17 Sn-5 | 620~650 | ☆主流品☆カドミレスの中では最低温度帯。流動性良好 |
| BAg-8 | Ag-72 Cu-28 | 780 | 導通性重視 |